將
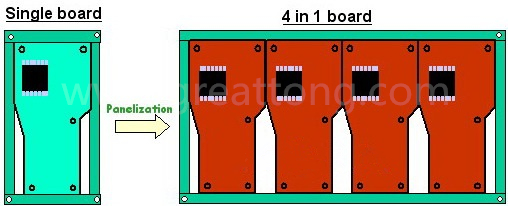
電路板(PCB)拼板(panelize)成【陰陽板或鴛鴦板(Mirror Board)】,雖然可以增加
SMT產線的效率,也有節省材料成本的優勢,可是這兩種【陰陽板】的設計卻有其各自的缺點及限制,本文就來探討并尋求其解決之道。
關于「正反面顛倒的陰陽板」,其限制是不建議使用于有較重零件的板子上面,因為較重零件一般會放在第二面才打件,這樣可以避免較重零件過第二次回焊爐(reflow oven)時錫膏重新熔融而掉落的風險。
雖然不建議,但還是有方法可以解決,只是要多花點功夫,還得合計合計是否劃算。
方法一:可以在較重的零件下點膠(dispense),早期的SMT線,點紅膠制程及點膠機是必要的設備,因為點過膠的零件可以拿去過波峰焊(wave soldering),現在的SMT線就不一定有這個設備了。如果沒有,也可以考慮用手點膠,但個人不建議,因為人工作業品質較難管控。
方法二:使用載具(carrier)。過回焊爐載具可以設計成剛好支撐住較重的零件,這樣較重零件過二次回流焊時就不易掉落。但是一個載具的費用不便宜,而且載具全部數量排起來要大于回焊爐(reflow oven)的長度,也就是要計算回焊爐內同時有多少片板子行走期間,還要加上備品(buffer),全部加起來沒有三十個也要二十個以上,所費不眥。另外載具因為需要承受多次重復經過回流焊的高溫,所以一般會采用金屬材質或特殊耐高溫的塑料制成。還有一點需要特別提醒,使用Carrier會需要多一個人工成本,把板子放到Carrier上面也要人工啊。
方法三:手焊較重零件。個人不建議此法,原因還是人工不易控制品質,而且有些零件不易手焊。
另外對于「正反面顛倒的陰陽板」還有一個問題,就是有些板子可能在某一面使用了容易吸熱的零件(如大面積的ATM讀卡槽),這些零件需要較長的升溫時間以達到錫膏的熔融溫度,但又不可以燒傷(burn)其他較脆弱的零件。這種板子需要特別留意回焊溫度曲線(Reflow Profile)的調整。
至于「同一面上下顛倒的陰陽板」,基本上對SMT線效率的幫助不大,但它可以達到節省板材的目的,如何裁切板邊是只這種拼板需要考慮的問題。 正常的拼板,通常可以采用V-Cut的方式來裁切板邊,比較省Cost,但拼成陰陽板就有所限制了,因為V-Cut只能作全直線切割,彎曲的板邊就要靠Router機了。
拼板之后容易有Cross Board (打X板)產生,而且板子拼得越多,X-board 的機會就越多。X-board是板廠制程中必然會出現的產物,所謂X-board 就是拼板中有一片以上的不良板子,一般板廠會在壞板上用簽字筆打一個X,故稱之為X-board。大部分的SMT打件工廠都不希望接受這種板子,因為會造成效率的損失,但這種電路板在制程中又無法絕對避免,所以連板數越多,
電路板廠報廢的數量就會越多,相對的成本也就提高。所以電路板廠商會希望連板的數目越少越好,因為這樣可以避免掉X-board的損失,當然羊毛還是出在羊身上,如果板廠一直無法克服X-board的損失,最后價錢還是會反應到客戶的身上。
其實有些專業的PCBA代工廠(OEM)會以人工手動的方式后制拼板,但需要用到一些技巧,也不得不佩服這些廠商的點子。可以參考
SMT前PCB后制加工手動拼板 一文
深圳宏力捷推薦服務:PCB設計打樣 | PCB抄板打樣 | PCB打樣&批量生產 | PCBA代工代料