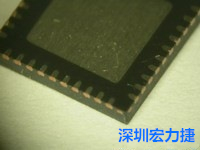
QFN (Quad Flat No leads,四方平面無引腳封裝)在現今電子業界的IC封裝當中似乎有越來越普遍的趨勢,QFN 的優點是體積小,足以媲美CSP(Chip Scale Package)封裝,而且成本也相對便宜,IC的生產制程良率也蠻高的,還能為高速和電源管理電路提供較佳的共面性以及散熱能力等優點。此外,QFN 封裝不必從四側引出接腳,因此電氣效能更勝引線封裝必須從側面引出多接腳的SO等傳統封裝IC。
盡管QFN 有這么多的封裝及使用上的優點,但它卻給
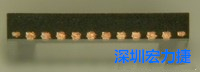
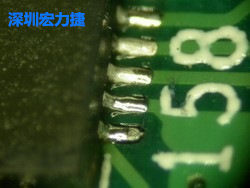
電路板組裝廠帶來不少的焊接品質沖擊,因為QFN 的無引腳設計,一般很難從其外觀的焊錫點來判斷其焊錫性是否良好,雖然QFN 的封裝側面仍留有焊腳,但有些 IC 封裝業者只是把 Leaf frame(導線架)切斷露出其切斷面,并沒有再加以電鍍處理,所以基本上吃錫就不太容易,再加上保存一段時間后切斷面容易氧化,更造成側面上錫的困難。
▼QFN 的側面焊腳為導線架(lead frame)的切斷面,并無電鍍層。
QFN 吃錫標淮
其實在 IPC-A-610D, Section 8.2.13 Plastic Quad Flat Pack No Leads (PQFN ) 的規范中,并未明確定義QFN 的側邊吃錫一定要有平滑的圓弧形曲線出現。
There are some package configurations that have no toe exposed or do not have a continuous solderable surface on the exposed toe on the exterior of the package and a toe fillet will not form.
也就是說QFN 的焊接其實可以不用管側邊的焊接狀況,只要確保QFN 焊腳底部及正底部的散熱片位置真正的吃錫部份就可以了。QFN 底部焊腳的吃錫其實可以想像成 BGA,所以建議應該可以參考 IPC-A-610D, Section 8.2.12 Plastic BGA 的標淮,至于中間接地焊墊的吃錫可能得視各家的設計而定。
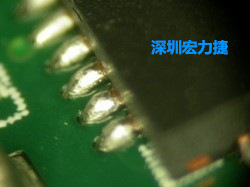
▼ QFN 側邊焊腳吃錫雖然不好,但因為其底面吃錫良好,所以電氣特性仍然良好。
▼ QFN 側邊焊腳吃錫良好。
QFN 焊錫性檢查及測試
就如同 BGA 的焊錫檢查標淮,目前QFN 的焊錫檢查除了用電測 (In-Circuit-Test 、 Function Test) 來偵測其功能之外,一般也會佐以光學儀器或 X-ray 來檢查其焊錫的開、短路不良現象。老實說 X-Ray 的等級不夠好的話,還真的不是很容易檢查出來QFN 的焊錫問題。如果無論如何還是找出焊錫性的問題,最后只能使用切片(Micro-section)或 用滲透染紅試驗 (Red Dye Penetration Test)查看BGA焊錫等破壞性實驗來檢查。
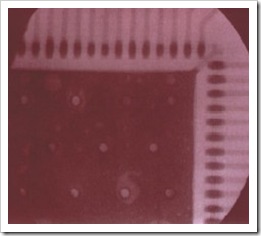
▼這張圖片來自網路,使用 X-Ray 檢查QFN 焊錫。
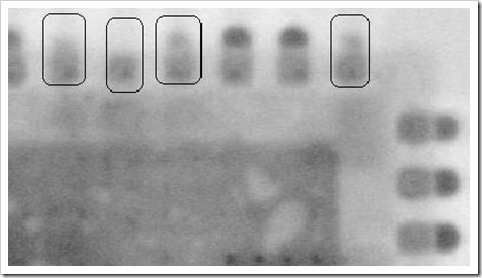
▼這張圖片來自網路,使用 X-Ray 檢查QFN 焊錫,疑似焊接不良。
QFN 空焊的可能解決方法
當發現QFN 空焊時應該先澄清是否為零件氧化問題,可以把零件拿去作一下沾錫性實驗來作確認,再來要判斷是否有固定焊腳空焊的問題,一般接地腳比較容易產生空焊,可以考慮變更電路板的布線設計,在電路板的線路(trace)上增加熱阻(thermal relief)墊來減少焊腳大面積直接接地的比率,這樣可以延緩熱量散失的速度。(所謂「熱阻」就是把接地的線路寬度縮小,讓熱能不要馬上傳導到整片的接地大銅片。)
也可以試著調整爐溫(reflow profile),或改為斜升式回流焊曲線(slumping type)以減少錫膏在預熱時吸收過多熱量的問題。
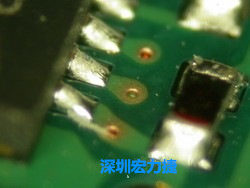
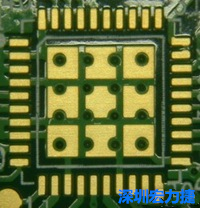
曾經發現有QFN 底部中間的接地焊墊上印刷過多錫膏,當零件流過回流焊時造成零件浮起形成空焊的問題,這時候可以考慮將QFN 底部中間的接地焊墊印刷成「田」字型會比整片印刷要來得好,過回流焊時也較不會因錫膏全部熔融成一團而造成零件浮動的情形。
另外電路板的焊墊上盡量不要有導通孔(vias),中間散熱接地墊上的通孔(vias)也要盡量塞孔,否則容易影響焊錫量及氣泡的產生,嚴重的還可能導至焊接不良。
▼ 通孔(vias)塞孔
加「氮氣」是否可以有效增加QFN 的良率?我只能說見仁見智,氮氣是可以防止零件氧化,但能否焊上QFN 的側面焊腳,還是有待觀察,況且加氮氣會增加成本,還是擺在最后再考慮就好了。
深圳宏力捷推薦服務:PCB設計打樣 | PCB抄板打樣 | PCB打樣&批量生產 | PCBA代工代料