枕頭效應(Head-in-Pillow,HIP)最主要是用來描述電路板的BGA零件在回焊(Reflow)的高溫過程中,BGA載板或是電路板因為受不了高溫而發生板彎、板翹(warpage)或是其他原因變形,使得BGA的錫球(ball)與印刷在電路板上的錫膏分離,當電路板經過高溫回焊區后溫度漸漸下降冷卻,這時IC載板與電路板的變形量也慢慢回復到變形前的狀況(有時候會回不去),但這時的溫度早已低于錫球與錫膏的熔錫溫度了,也就是說錫球與錫膏早就已經從熔融狀態再度凝結回固態。當BGA的載板與電路板的翹曲慢慢恢復回到變形前的形狀時,已經變回固態的錫球與錫膏才又再次互相接觸,于是便形成類似一顆頭靠在枕頭上的虛焊或假焊的焊接形狀。
HIP(Head-In-Pillow)檢測
按照上面的理論,枕頭效應(HIP)大部分應該都會發生在BGA零件的邊緣,尤其是角落的位置,因為那里的翹曲最嚴重,如果是這樣,就可以試著使用顯微鏡或是光纖內視鏡來觀察,但通常這樣只能看到最外面的兩排錫球,再往內就很難辨認了,而且這樣觀察BGA的錫球還得確保其旁邊沒有高零件擋住視線,以現在電路板的高密度設計,執行起來限制頗多。
另外,枕頭效應(HIP)一般也很難從現在的2D X-Ray檢查機發現得到,因為X-Ray大多只能由上往下檢查,看不出來斷頭的位置,如果有可以有上下旋轉角度的X-Ray應該就可以觀察。有些時候或許可以經由板內測試(ICT, In Circuit Test)及功能測試(FVT, Function Verification Test)檢測出來,因為這類機器通常使用針床的作業方式,需要添加額外的外界壓力于電路板上,讓原本互相挨著的錫球與錫膏有機會分開,但還是會有許多的不良品流到市場,通常這類不良品很快的就會被客戶發現有功能上的問題而遭到退貨,所以如何防治枕頭效應的發生實為SMT的重要課題。
另外,也可以考慮透過燒機(Burn/In)的方式來篩選出有HIP的板子(如果單板燒機要加溫度),因為燒機的時候會有升高板子的溫度,溫度會讓板子變形,板子有變形,空/假焊的焊點就有機會浮現出來,所以燒機的時候還得加上程式作自我診斷測試,如果HIP的位置不在程式測試的線路上,就查不出來了。
目前比較可靠可以分析HIP不良現象的方法是使用染紅試驗(Red Dye Penetration),以及微切片分析(Cross Section),但這兩種方法都屬于破壞性檢測,所以非到必要不建議使用。
新近【3D X-Ray CT】的技術有了突破,可以有效的檢查到這類HIP或是NWO(Non-Wet-Open)焊接缺點,而且也慢慢普及了起來,但機臺的費用還是不夠便宜就是了。
HIP的發生的可能原因
枕頭效應雖然是在回流焊期間所發生的,但其真正形成枕頭效應的原因則可以追溯到材料不良,而在
電路板組裝工廠端則可以追溯到錫膏的印刷,貼件/貼片的淮確度及迴焊爐的溫度設定…等。
底下是幾個形成枕頭效應(HIP)缺點的可能原因:
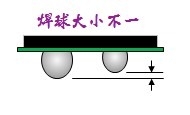
1、BGA封裝(Package)
如果同一個BGA的封裝有大小不一的焊球(solder ball)存在,較小的錫球就容易出現枕頭效應的缺點。
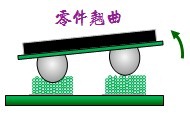
另外BGA封裝的載板耐溫不足時也容易在回流焊的時候發生載板翹曲變形的問題,進而形成枕頭效應。
(warpage of substrate, inconsistent bump size)
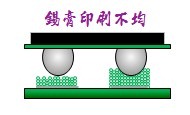
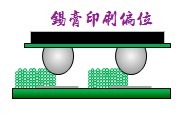
2、錫膏印刷(Solder paste printing)
錫膏印刷于焊墊上面的錫膏量多寡不一,或是電路板上有所謂的導通孔在墊(Vias-in-pad),就會造成錫膏無法接觸到焊球的可能性,并形成枕頭效應。
另外如果錫膏印刷偏離電路板的焊墊太遠、錯位,這通常發生在多拼板的時候,當錫膏熔融時將無法提供足夠的焊錫形成橋接,就會有機會造成枕頭效應。
(insufficient solder paste volume, printing misalignment)
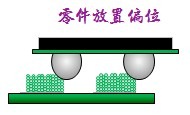
3、貼片機的精度不足(Pick&Place)
貼片機如果精度不足或是置件時XY位置及角度沒有調好,也會發生BGA的焊球與焊墊錯位的問題。
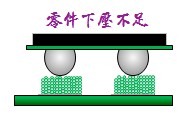
另外,貼片機放置IC零件于電路板上時都會稍微下壓一定的Z軸距離,以確保BGA的焊球與電路板焊墊上的錫膏有效接觸,這樣在經過回流焊時才能確保BGA焊球完美的焊接在電路板的焊墊。如果這個Z軸下壓的力量或形成不足,也有機會讓部份焊球無法接觸到錫膏,而造成HIP的機會。
(Inaccurate XY placement, insufficient placement force)
4、回流焊溫度(Reflow profile)
當回流焊(reflow)的溫度或升溫速度沒有設好時,就容易發生沒有融錫或是發生電路板及BGA載板板彎或板翹…等問題,這些都會形成HIP。可以參考BGA同時空焊及短路可能的原因一文,瞭解BGA載板與電路板因為CTE的差異過大,以及TAL(Time Above Liquids)過長,而造成的板彎板翹所形成的BGA空焊及短路的分析。
另外,要注意預熱區的溫度升溫如果太快的話容易驅使助焊劑過早揮發,這樣就容易形成焊錫氧化,造成潤濕不良。其次最高溫度(Peak Temperature)也最好不要調得過高及過久,建議最好參考一下零件的溫度及時間的建議。
(inadequate reflow profile that results in component & PCB warpage, Lifting of BGA bumps due to wetting force, Excessive Peak Temperature, too much TAL)
5、焊球氧化(Solder ball Oxidization)
BGA在IC封裝廠完成后都會使用探針來接觸焊球作功能測試,如果探針的潔淨渡沒有處理的很好,有機會將污染物沾污于BGA的焊球而形成焊接不良。其次,如果BGA封裝未被妥善存放于溫濕度管控的環境內,也很有機會讓焊球氧化至影響焊錫的接合性。
深圳宏力捷推薦服務:PCB設計打樣 | PCB抄板打樣 | PCB打樣&批量生產 | PCBA代工代料