四、QFN器件PCBA加工返工指南
QFN安裝到PCB上以后,只能通過
X-RAY進行透視檢查其焊點是否有氣泡、錫球或其它不良缺陷,包括檢查焊點的形狀和尺寸。通過傳統的電烙鐵補焊返工,只能對外露部分焊點有效,如果QFN底部焊點存在缺陷,只能將元件拆除后返工。盡管QFN元件很小,但拆除和返工都是可以手工完成的,但這是一項具有挑戰性的工作。因為QFN元件本身體積很小,它們又通常被貼裝在又輕又薄元件密集度又高的PCB上。以下的返工指南可以幫助你輕松提高QFN元件返工的成功率。
1、烘烤
開始返工之前,需要將
PCBA在125℃的溫度下烘烤至少24小時,以除去PCB和元件的潮氣。
2、拆除元件
拆除元件的溫度曲線最好與裝配元件時的回流焊溫度曲線一致,但是,焊錫液相線以上的時間可以適當減少,只要能保證完成焊錫回流就可以了。推薦在PCBA底面用對流方式加熱,PCBA頂部用熱風噴嘴對元件本體加熱。底部加熱盤的溫度設置為235-325℃,PCBA底部離加熱盤間隙為25mm,如圖5和圖6所示。
圖5 加熱盤式返工臺 圖6加熱盤式返工臺外觀
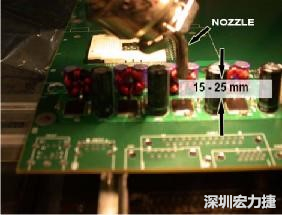
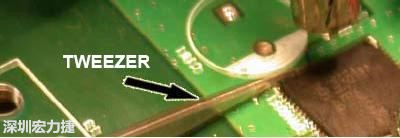
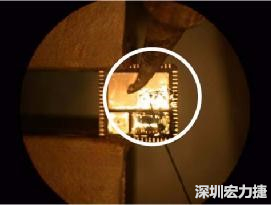
在開啟噴嘴的熱風之前,PCBA須從1-3℃/min的速度被加熱到55±5℃,噴嘴吹出的熱風溫度大約為425℃。為慎重起見,可以先用吸錫帶將元件周邊可見焊點的焊錫清除。熱風開啟以后將噴嘴下降到離元件15-25mm的位置(如圖7)。當回流溫度達到以后,可以應用邊緣加熱系統向元件底部縫隙中吹熱氣,有利于面積較大的中央散熱焊點的熔化。加熱的同時,可以在QFN元件的角上插入尖頭鑷子,輕輕用力往上挑元件,這樣一旦所有焊點的焊錫都熔化時,元件就可以被挑起。(如圖8)
因為QFN元件很小很輕,所以要嚴密注意控制加熱時間,避免QFN元件過度受熱損壞,同時,應注意避免對周邊元件的受熱影響。
圖7 熱氣噴嘴距離元件的尺寸要求 圖8 用鑷子尖輕挑元件
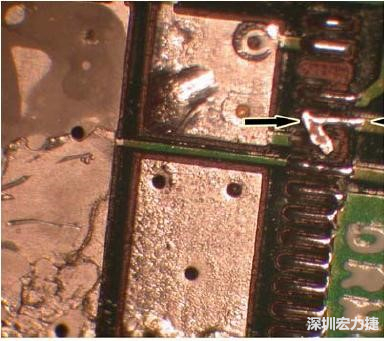
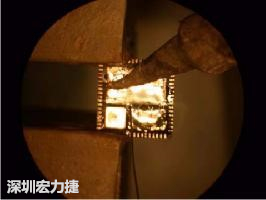
一旦元件全部回流完成,用真空吸嘴或鑷子將元件移除,真空壓力宜設為小于380mmHg,以防止在元件未充分回流而過早吸取元件時,使PCB焊盤剝離損壞(如圖9、圖10)。
圖9 I/O焊盤剝離損壞 圖10 元件被移除
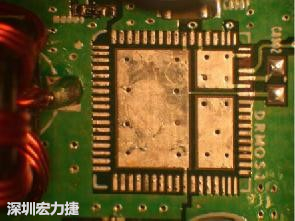
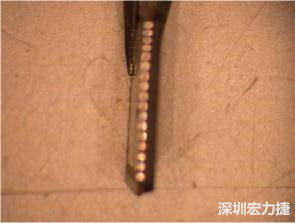
3、清理焊盤
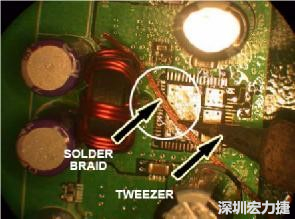
使用刀形烙鐵頭或吸錫帶清理PCB焊盤上的殘錫和松香(如圖11),然后用溶劑清洗(如圖12)。
圖11用吸錫帶清理焊盤 圖12 清洗后的PCB焊盤
4、焊錫膏印刷
在大約50-100倍的顯微鏡下,將特制的小鋼網的漏孔與PCB上元件的焊盤對準,用特制的小刮刀印刷焊錫膏,小刮刀寬度應與元件寬度一致,以保證一次印刷成功。
5、元件重新貼裝和回流焊接
由于QFN重量很輕,在回流焊過程中的自對中能力很強,所以對貼裝精度要求不是很高。用于貼裝的返工臺的XY坐標和旋轉角度應該可以作精細調整,由于焊盤在元件底面,借助50-100倍的光學成像系統,可以幫助進行元件對準。貼裝完成后,使用與初次生產時同樣的溫度曲線重新進行回流焊接。
五、無奈的選擇:手工返工指南
如果由于PCBA元件密集度太高而無法使用特別小鋼網印刷焊錫膏,就只能無奈地選擇手工焊接進行返工,依據以下步驟同樣可以獲得很高的成功率。
第1步 先測量和記錄需更換的QFN元件的厚度,這個厚度指元件本體頂面至底面(包括中央裸焊端)的尺寸。(如圖13)
圖13 用卡尺測量元件厚度
QFN中央裸焊端上錫:烙鐵頭溫度設置為370℃,涂布適量液體助焊劑,將事先已貯滿焊錫的烙鐵頭輕輕地接觸中央裸焊端,并保持數秒鐘,當焊錫開始潤濕焊端時,可以觀察到助焊劑氣化成煙霧狀,烙鐵頭上的焊錫轉移到了元件中央裸焊端上,形成一個漂亮的中間最高四邊略低的“枕形”焊點,(如圖14、圖15和圖16所示)。
清洗助焊劑殘渣后,測量元件本體頂面至枕形焊點的最高點的尺寸,減去先前所測的元件的厚度,要求元件中央裸焊端上的枕形焊點高度達到0.1mm-0.35mm。(如圖17所示)。
圖14 給QFN中央裸焊端上錫(已完成25%) 圖15 給QFN中央裸焊端上錫(已完成90%)
圖16 給QFN中央裸焊端上錫(已完成) 圖17 測量“枕形”焊點的高度
如果枕形焊點高度不合適,可以重新涂布助焊劑,將枕形焊點熔化后,用吸錫帶吸走部分焊錫,以降低枕形焊點的高度。因為過高的焊點,更容易引起周邊I/O焊點的橋連,所以,枕形焊點的高度還是低一點比較好。枕形焊點制作完成后,需清理元件周邊I/O焊端上的焊錫殘渣和助焊劑殘渣。
第2步 重新在元件的枕形焊點上涂布適量新鮮助焊劑,并借助顯微鏡盡可能精確地手工貼裝到PCB上,注意根據第1腳的位置確定元件方向。由于枕形焊點的存在,元件貼在PCB上后會搖搖晃晃,不太穩定,所以手上動作要特別小心。用鑷子輕輕壓住元件,通過噴嘴吹出熱風加熱元件頂部,直到枕形焊點熔化(如圖18)。當枕形焊點熔化時,你會感覺到元件有輕微的下沉。移走噴嘴,待冷卻后,元件已被固定在PCB上。清理助焊劑殘渣,并檢查元件頂面是否水平,元件I/O焊端與PCB上的I/O焊盤是否對準。如不準,可以重新涂布助焊劑,將枕形焊點重新加熱熔化后,用鑷子輕輕撥動調整。
圖18 加熱使“枕形”焊點熔化 圖19 逐個手工焊接
第3步 涂布新鮮助焊劑到元件周邊I/O焊端和PCB上的I/O焊盤,用尖頭烙鐵逐個點焊,注意避免引起橋連(如圖19)。完成焊接后,用溶劑清洗除去元件和PCB上的助焊劑殘渣,終于獲得完美的返工效果(如圖20)。
圖20 完成返工后的元件外觀
深圳宏力捷推薦服務:PCB設計打樣 | PCB抄板打樣 | PCB打樣&批量生產 | PCBA代工代料