PCBA加工工藝中的SMT環節是最為重要,同時也是容易產生缺陷的環節,尤其是回流焊中可能出現的焊接缺陷,而焊接缺陷產生的原因與焊膏印刷有著密不可分的關系,那么PCBA加工中焊膏印刷缺陷有哪些現象,造成這些缺陷的主要原因又是什么呢?
PCBA加工印刷缺陷產生的原因
一、焊膏的因素
焊膏的成分比單純的錫鉛合金復雜得多,主要包括焊料合金顆粒、助焊劑、流變性調節劑/黏度控制劑、溶劑等。不同類型的焊膏,其成分都不盡相同,適用范圍也不同,因此在選擇焊膏時要格外小心,確實掌握相關因素,以確保良好的印刷品質。通常選擇焊膏時要注意以下一些因素。
1. 焊膏的黏度(Viscosity)
焊膏的黏度是影響印刷性能的重要因素。黏度太大,焊膏不易穿過鋼網的開孔,印出的線條也會殘缺不全;黏度太小,容易流淌和塌邊,會影響印刷的分辨率和線條的平整性。
焊膏黏度可用精確黏度儀進行測量,但在實際工作中可采用以下方法:用刮刀攪拌焊膏3-5min,然后用刮刀挑起少許焊膏,讓焊膏自然落下,若焊膏慢慢逐段落下,說明黏度適中;若焊膏根本不滑落,則說明黏度太大;如果焊膏不停地以較快速度滑下,則說明焊膏太稀薄,黏度太小。
2. 焊膏的黏性(Tackiness)
焊膏的黏性不夠,印刷時焊膏在鋼網上不會滾動,其直接后果是焊膏不能全部填滿鋼網開孔,造成焊膏沉積量不足。焊膏的黏性太大則會使焊膏掛在鋼網孔壁上而不能全部漏印在焊盤上。
焊膏的黏性選擇一般要求其自黏能力大于它與鋼網的黏結能力,而它與鋼網孔壁的黏結能力又小于其與焊盤的黏結能力。
3. 焊膏顆粒的均勻性與大小
焊膏焊料的顆粒形狀、直徑大小及其均勻性也影響其印刷性能。一般焊料顆粒直徑約為鋼網開口尺寸的1/5,對細間距0.5mm的焊盤來說,其鋼網開口尺寸為0.25mm,其焊料顆粒的最大直徑不超過0.05mm,否則易造成印刷時的堵塞。通常細小顆粒的焊膏會有更好的焊膏印條清晰度,但卻容易產生塌邊,同時被氧化程度的機會也高。一般是以引腳間距作為其中一個重要選擇因素,同時兼顧性能和價格。
焊膏顆粒的均勻性與大小
|
引腳間距(mm) |
>0.8 |
0.65 |
0.5 |
0.4 |
|
顆粒直徑(μm) |
>75 |
<60 |
<50 |
<40 |
4. 焊膏的金屬含量(質量分數)
焊膏中金屬的含量決定著焊接后焊料的厚度。隨著金屬所占百分含量的增加,焊料厚度也增加。但在給定的黏度下,隨著金屬含量的增加,焊料的橋連的傾向也相應增大。
焊膏的金屬含量(質量分數)與厚度關系表
|
金屬含量(質量百分百) |
厚度(inch) |
|
濕潤的焊膏 |
回流焊 |
|
90 |
0.009 |
0.0045 |
|
85 |
0.0035 |
|
80 |
0.0025 |
|
75 |
0.002 |
再流焊后要求器件管腳焊接牢固,焊量飽滿、光滑,并在器件(阻容器件)端頭高度方向上有1/3-2/3高度的爬升。從表5可以看出隨著金屬含量的減少,再流焊后焊料的厚度減少,為了滿足對焊點的焊錫膏量的要求,通常選用85%-92%金屬含量的焊膏,焊膏制作廠商一般將金屬含量控制在89%或90%,使用效果較好。
二、SMT鋼網的因素
1. 鋼網的材料及刻制
鋼網通常用化學蝕刻和激光切割兩種方法制作。對于高精度的SMT鋼網,應選用激光切割制作方式,因為激光切割的孔壁直,粗糙度小(小于3μm),且有一個錐度。
2. 鋼網的各部分與焊膏印刷的關系
? 開孔的外形尺寸
鋼網上開孔的形狀與印刷板上的焊盤的形狀及尺寸對焊膏的精密印刷是非常重要的。鋼網上的開孔主要由印刷板上相對應的焊盤的尺寸決定的。一般地,鋼網上開孔的尺寸應比相對應焊盤小10%。
? 鋼網的厚度
鋼網的厚度與開孔的尺寸對焊膏的印刷以及后面的再流焊有著很大的關系。厚度越薄開孔越大,越有利于焊膏釋放。經證明,良好的印刷質量必須要求開孔尺寸與鋼網厚度比值大于5,否則焊膏印刷不完全。一般情況下,對0.5mm的引線間距,用厚度為0.12-0.15mm鋼網;對0.3-0.4mm的引線間距,用厚度為0.1mm鋼網。
? 鋼網開孔方向與尺寸
焊膏在焊盤長度方向上的釋放與印刷方向一致時,比兩者方向垂直時的印刷效果好。
鋼網開孔方向與尺寸表(mm)
|
元件類型 |
引腳間距 |
焊盤寬度 |
焊盤長度 |
開口寬度 |
開口長度 |
模板厚度 |
|
PLCC |
1.27 |
0.65 |
2 |
0.6 |
1.95 |
0.15~0.25 |
|
QFP |
0.635 |
0.35 |
1.5 |
0.32 |
1.45 |
0.15~0.18 |
|
0.5 |
0.254 |
1.25 |
0.22 |
1.2 |
0.12~0.15 |
|
0.4 |
0.25 |
|
0.2 |
|
0.10~0.12 |
|
0.3 |
0.2 |
1 |
0.15 |
0.95 |
0.07~0.12 |
|
0402 |
- |
0.5 |
0.65 |
0.45 |
0.6 |
0.12~0.15 |
|
0201 |
- |
0.25 |
0.4 |
0.23 |
0.35 |
0.07~0.12 |
|
BGA |
1.27 |
0.8 |
|
0.75 |
|
0.15~0.20 |
|
1 |
0.63 |
|
0.56 |
|
0.10~0.12 |
|
0.5 |
0.3 |
|
0.28 |
|
0.07~0.12 |
|
Flip Chip |
0.25 |
0.12 |
|
|
|
0.08~0.10 |
|
0.2 |
0.1 |
|
|
|
0.05~0.10 |
|
0.15 |
0.08 |
|
|
|
0.03~0.08 |
三、工藝因素
焊膏印刷是一個工藝性很強的過程,涉及的工藝參數非常多,每個參數調整不當都會對貼裝產品質量造成非常大的影響。下面將從幾個方面來討論影響焊膏印刷質量的工藝控制因素。
1. 印刷參數的設定調整
? 刮刀壓力
刮刀壓力的改變,對印刷來說影響重大。太小的壓力,會使焊膏不能有效地到達鋼網開孔的底部且不能很好地沉積在焊盤上;太大的壓力,則導致焊膏印得太薄,甚至會損壞鋼網。理想狀態為正好把焊膏從鋼網表面刮干凈。另外,刮刀的硬度也會影響焊膏的厚薄。太軟的刮刀會使焊膏凹陷,所以建議采用較硬的刮刀或金屬刮刀。
? 印刷厚度
印刷厚度是由鋼網的厚度所決定的,當然也與機器的設定和焊膏的特性有一定的關系。印刷厚度的微量調整,經常是通過調節刮刀速度及刮刀壓力來實現。適當降低刮刀的印刷速度,能夠增加印刷至印制板的焊膏量。有一點很明顯,降低刮刀的速度等于提高刮刀的壓力,相反,提高了刮刀的速度等于降低了刮刀的壓力。
? 刮刀速度
刮刀速度快有利于鋼網的回彈,但同時會阻礙焊膏向印制板焊盤上傳遞,而速度過慢會引起焊盤上所印焊膏的分辨率不良。另一方面,刮刀的速度與焊膏的黏度有很大的關系。刮刀速度越慢,焊膏的黏度越大;刮刀速度越快,焊膏的黏度越小。通常細間距印刷速度范圍為12-40mm/s。
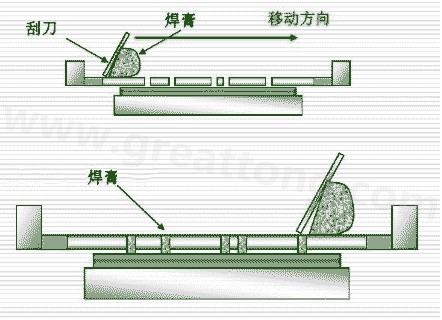
? 印刷方式
鋼網的印刷方式可分為接觸式(Oncontact)和非接觸式(Offcontact)印刷。鋼網與印制板之間存在間隙的印刷稱為非接觸式印刷。在機器設置時,這個距離是可調整的,一般為0-27mm。而鋼網與印制板之間沒有印刷間隙(即零間隙)的印刷方式稱為接觸式印刷。接觸式印刷的鋼網垂直抬起可使印刷質量所受影響最小,尤其適用細間距的焊膏印刷。
? 刮刀的參數
刮刀的參數包括刮刀的材料、厚度和寬度,刮刀相對于刀架的彈力以及刮刀相對于鋼網的角度等,這些參數均不同程度地影響著焊膏的分配。其中,刮刀相對于鋼網的角度θ為60°-65°時,焊膏印刷的品質最佳。在印刷的同時要考慮到開口尺寸和刮刀走向的關系。焊膏的傳統印刷方法是刮刀沿著鋼網的X或Y方向以90°角運行,這往往導致了元器件在開孔不同走向上焊膏量不同。實驗證明,當開孔長方向與刮刀方向平行時刮出的焊膏厚度比兩者垂直時刮出的焊膏厚度多了約60%。刮刀以45°的方向進行印刷,可明顯改善焊膏在不同鋼網開孔走向上的失衡現象,同時還可以減少刮刀對細間距的鋼網開孔的損壞。
在焊膏印刷過程中一般每隔10塊板需對鋼網底部清洗一次,以消除其底部的附著物,通常采用無水酒精作為清洗液。
? 脫模速度
印制板與鋼網的脫離速度會對印刷效果產生較大影響。時間過長,易在鋼網底部殘留焊膏;時間過短,不利于焊膏的直立,影響其清晰度。
推薦脫模速度
|
引腳間距(mm) |
推薦速度(mm/s) |
|
<0.3 |
0.1~0.5 |
|
0.4~0.5 |
0.3~1.0 |
|
0.5~0.65 |
0.5~1.0 |
|
>0.65 |
0.8~2.0 |
2. 焊膏使用時的工藝控制
? 嚴格在有效期內使用焊膏。平時焊膏保存在冰箱中,使用前要求置于室溫6h以上,之后方可開蓋使用。用后的焊膏單獨存放,再用時要確定品質是否合格。
? 生產前操作者使用專用不銹鋼棒攪拌焊膏使其均勻,并定時用黏度測試儀對焊膏黏度進行抽測。
? 當日印刷首塊印制板或設備調整后,要利用焊膏厚度測試儀對焊膏印刷厚度進行測定,測試點選在印制板測試面的上、下、左、右及中間等5點,記錄數值,要求焊膏厚度范圍在鋼網厚度的-10%-+15%。
? 生產過程中,對焊膏印刷質量進行100%檢驗,主要檢驗內容為焊膏圖形是否完整、厚度是否均勻、是否有焊膏拉尖現象。
? 當班工作完成后按工藝要求清洗鋼網。
? 在印刷實驗或印刷失敗后,印制板上的焊膏要求用超聲波清洗設備進行徹底清洗并晾干,以防止再次使用時由于板上殘留焊膏引起再流焊后出現焊球。
常見PCBA加工印刷缺陷及解決辦法
焊膏印刷是一項十分復雜的工藝,既受材料的影響,同時又跟設備和參數有直接關系,通過對印刷過程中各個細小環節的控制,可以防止經常在印刷中出現的缺陷。下面簡要介紹焊膏印刷時產生的幾種最常見的缺陷及相應的防止或解決辦法。
1. 印刷不完全
? 印刷不完全是指焊盤上部分地方沒印上焊膏。
? 產生原因可能是開孔阻塞或部分焊膏黏在鋼網底部;焊膏黏度太小;焊膏中有較大尺寸的金屬粉末顆粒;刮刀磨損。
? 防止或解決辦法是清洗開孔和鋼網底部;選擇黏度合適的焊膏,并使焊膏印刷能有效地覆蓋整個印刷區域;選擇金屬粉末顆粒尺寸與開孔尺寸相對應的焊膏;檢查更換刮刀。
2. 拉尖
? 拉尖是印刷后焊盤上的焊膏呈小山峰狀。
? 產生的原因可能是刮刀間隙或焊膏黏度太大。
? 防止或解決辦法是適當調小刮刀間隙或選擇合適黏度的焊膏。
3. 塌陷
? 塌陷是指印刷后焊膏往焊盤兩邊塌陷。
? 產生原因可能是刮刀壓力太大、印制板定位不牢、焊膏黏度或金屬含量太低。
? 防止或解決辦法是調整壓力、重新固定印制板、選擇合適黏度或金屬含量的焊膏。
4. 焊膏太薄
? 產生的原因可能是鋼網太薄、刮刀壓力太大、焊膏流動性差。
? 防止或解決辦法是選擇合適厚度的鋼網、降低刮刀壓力、選擇顆粒度和黏度合適的焊膏。
5. 厚度不一致
? 印刷后,焊盤上焊膏厚度不一致。
? 產生原因可能是鋼網與印制板不平行或焊膏攪拌不均勻使得黏度不一致。
? 防止或解決辦法是調整鋼網與印制板的相對位置,印前應充分攪拌焊膏。
6. 邊緣和表面有毛刺
? 產生的原因可能是焊膏黏度偏低,鋼網開孔孔壁粗糙。
? 防止或解決辦法是選擇黏度略高的焊膏、印刷前檢查鋼網開孔的蝕刻質量。
? 只有制定出合適的參數,并掌握它們之間的規律,才能得到優質的焊膏印刷質量。
深圳宏力捷推薦服務:PCB設計打樣 | PCB抄板打樣 | PCB打樣&批量生產 | PCBA代工代料